

Steam Traps are vital parts of a steam distribution system. While their primary purpose is to increase efficiency, they also extend the life of steam piping and ultimately make the plant safer. Steam transiting piping loses energy from headloss and loses sensible heat through both insulated and non-insulated portions of piping. When the heat loss exceeds the steam’s latent heat, condensate forms in the steam line. This entrained condensate causes erosion, and noise, and increases energy loss in the piping because it takes energy to move that condensate. Earlier, I wrote this blog about the effects of condensate-induced water hammer.
To capture this condensate, steam traps are installed at strategic low points in steam piping and locations of high head loss. As the name implies, these devices trap steam in the piping while allowing condensate to drain. However, when these traps malfunction, one of two undesirable results occur: useful steam is allowed to blow freely or condensate is not removed from the system.
Steam traps operate well – until they don’t. They are somewhat binary machines. A working steam trap goes unnoticed until signs of water hammer are observed. In general, a few malfunctioning steam traps will long go unnoticed. However, the loss in plant efficiency may slowly be adding up behind the curtain.
To a novice, it may seem difficult to know whether a trap is working. Keep in mind also, that traps may fail to open or close. Of course, they are too hot to “feel” for operation – they have steam or very hot condensate inside them. To understand how to diagnose a trap, the technician should understand how these machines work. This blog provides an overview of common traps.
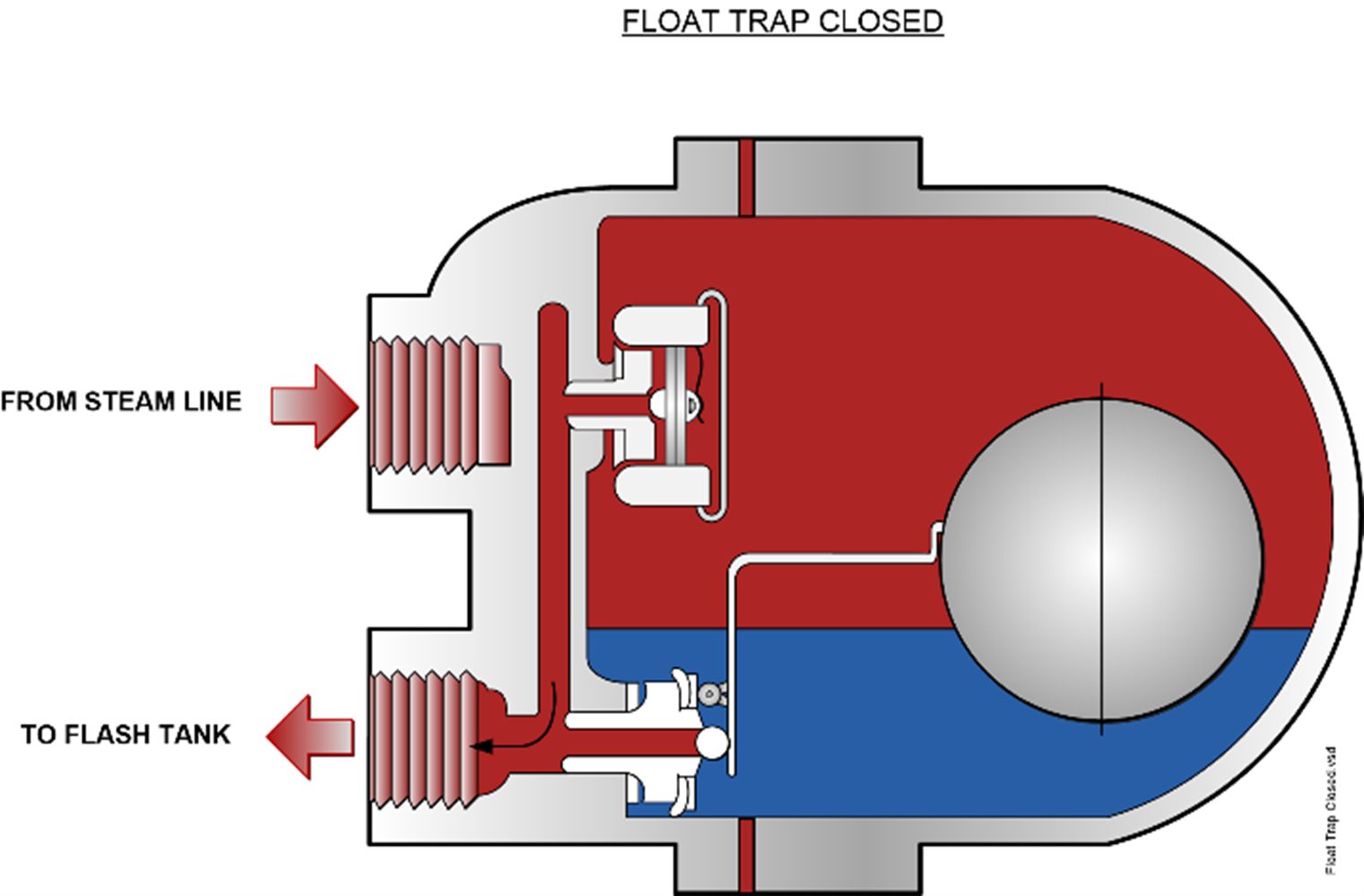
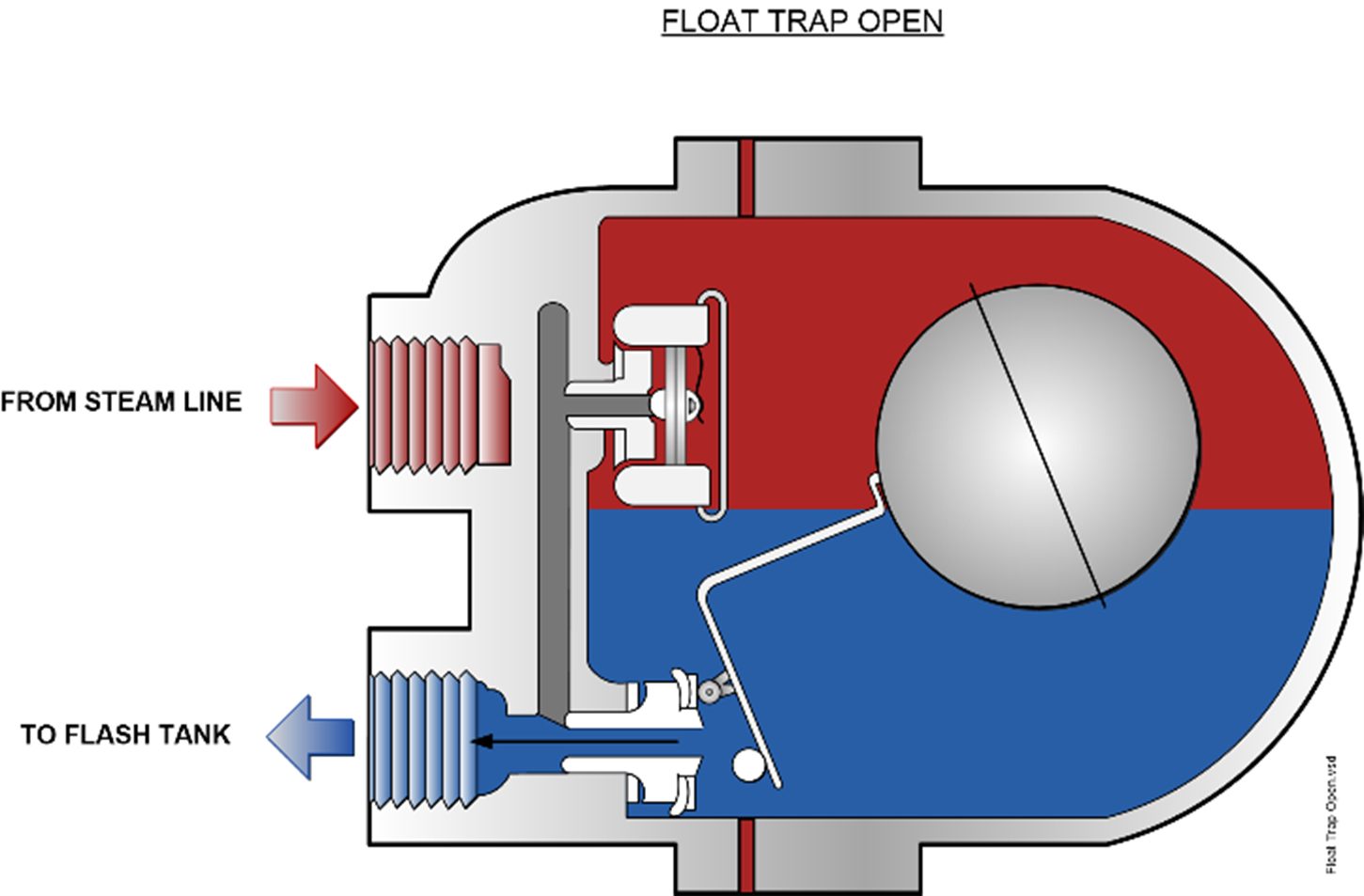
Generally, the traps function as valves that rapidly open and close to drain condensate. When I was a young maintenance mechanic, I believed these traps would cycle only occasionally. In reality and depending on the type, the trap may cycle multiple times every second! Before the advent of technology like laser pyrometers, we used a mechanic’s stethoscope to listen to steam traps to verify their proper operation. This method still works for most steam traps. The technician should hear a rapid clicking or fluttering from an operating steam trap.
Since those “good old days,” there are new, safer, methods of checking traps. Inexpensive laser pyrometers may be used to check the trap inlet temperature versus the trap outlet temperature. A significantly colder outlet temperature likely indicates trap failure. Ultrasonic monitors perform the same function as the previously mentioned mechanic’s stethoscope to listen for the proper trap cycling. Finally, some traps include a blowdown valve to drain condensate on startup. During operation, this valve may be cycled to verify condensate flows, not dry steam.
For extremely large distribution systems, some vendors sell continuous monitoring of steam traps using ultrasonic sensors. This minimizes the need to have a dedicated maintenance program. If this is outside your budget, simply assigning a group of steam traps to be checked on a rotation with a laser pyrometer is probably the best bet. This will ensure that a properly trained operator will periodically observe the trap.
We can help train your people in the operation and maintenance of otherwise mysterious equipment like steam traps. With some fundamental knowledge, the program will pay for itself in increased efficiency and fewer repairs.
